

In der Vergangenheit trieb der 3D-Druck-Spezialist FKM Sintertechnik aus Biedenkopf – unter anderem in seiner Rolle als Entwicklungspartner des Anlagenbauers Eos – die Qualitätssicherung gesinterter Bauteile aus verschiedenen Kupferwerkstoffen mit voran. Inzwischen bietet er auch deren additive Verarbeitung zu Prototypen und einbaufertigen Serienteilen an. Das SLM-fähige Kupfer erweist sich dabei immer häufiger als Allzwecklösung.
Autor: Alexander Regenhardt, Freier Fachjournalist, Darmstadt
Inhaltsverzeichnis
1. Additive Fertigung von Reinkupfer – auf den Laser kommt es an
2. CuNi2SiCr – Sinterfähige Werkstoffalternative für hohe Belastungen
3. Wachstumsmarkt Kupferbauteile
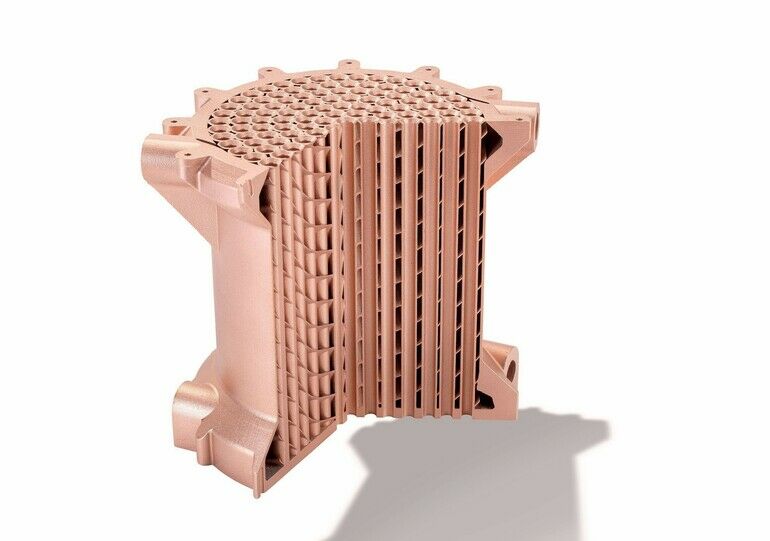
„Den Fokus legen wir dabei primär auf die Kupferbasis-Legierung CuNi2SiCr und Reinkupfer CuCP. Für die additive Fertigung von Formteilen aus diesen Edelmetallen haben wir in unserer Lasersinter-Fabrik in Biedenkopf eine optimale Produktionsumgebung geschaffen“, sagt Chefingenieur Luis Catarino. Zu den Kunden, die FKM derzeit mit Bauteilen aus diesen Kupferwerkstoffen beliefert, gehören beispielsweise Produzenten von Wärmetauschern, Induktoren, Antennen, Ventilen und Steckern sowie auch Hersteller von Komponenten für die Schweißtechnik oder den Elektromotorenbau. Grundsätzlich sind sowohl Reinkupfer als auch Kupferlegierungen ideale Werkstofflösungen für lasergesinterte Bauteile, die sich in der Praxis durch eine gute bis sehr gute thermische und elektrische Leitfähigkeit bewähren müssen.
Additive Fertigung von Reinkupfer – auf den Laser kommt es an
Der Verarbeitung im Lasersintern stand diese hohe thermische und elektrische Leitfähigkeit des Edelmetalls allerdings lange Zeit im Wege. Denn sie bewirkte, dass die induzierte Laserleistung konventioneller Laserschmelzanlagen viel zu schnell in das umliegende Pulver „abfloss“, so dass sie für das kontrollierte Aufschmelzen nicht mehr genutzt werden konnte. „Erst durch den Einsatz hochenergetischer Laser und dank der Entwicklung neuer CuCP-Pulver ist es mittlerweile möglich, hochwertige Reinkupfer-Bauteile direkt und wirtschaftlich zu sintern“, erläutert Catarino. Dabei steht das Attribut hochwertig hier vor allem für komplexe Geometrien und eine gute Maßhaltigkeit von +/- 0,2 mm.
Ein unmittelbar der FKM-Lasersinteranlage entnommenes Bauteil aus Reinkupfer verfügt über eine Dehngrenze Rp0,2 von 150 N/mm², eine Zugfestigkeit von 230 N/mm² und eine Bruchdehnung von etwa 40%. Durch eine anschließende Wärmebehandlung können diese mechanischen Werte noch optimiert bzw. variiert werden. Ähnliches gilt für die thermischen und elektrischen Parameter der gesinterten Reinkupferteile – konkret also für ihre Wärmeleitfähigkeit und elektrische Leitfähigkeit. Die maximal realisierbaren Dimensionen, die FKM derzeit für Bauteile aus Reinkupfer anbieten kann, liegen bei 250 x 250 x 310 mm.
Allerdings: Zu den besonderen Kompetenzen des Unternehmens gehört es, dass es auch weitaus größere Werkstücke aus mehreren Komponenten zusammensetzen kann.
CuNi2SiCr – Sinterfähige Werkstoffalternative für hohe Belastungen
Als sinterfähige Werkstoffalternative für mechanisch hoch beanspruchte Kupferbauteile, für die weder Reinkupfer noch anderen Kupferlegierungen infrage kommen, bietet FKM die berylliumfreie und temperfähige Legierung CuNi2SiCr an. Bauteile aus dieser Kupfer-Nickel-Legierung behalten ihre Festigkeit auch bei vergleichsweise hohen Temperaturen. Laut Catarino ist „gerade dieser Werkstoff prädestiniert für die additive Fertigung von Bauteilen in elektromechanischen Anwendungen, insbesondere wenn der Bereich der Kupfer-Hochtemperatur zu bedienen ist.“
Konkret zeigen sich die starken Seiten dieser Kupferlegierung beim Blick auf die physikalischen und elektrischen Parameter: Nach einer Wärmebehandlung hat ein Bauteil aus CuNi2SiCr, das im Selektiven Metall-Lasersintern (SLM) hergestellt wurde, eine Dehngrenze Rp0,2 von etwa 500 MPa, eine Zugfestigkeit Rm von etwa 550 MPa und eine Bruchdehnung A5 von etwa 20%. Dabei beträgt das erreichbare E-Modul etwa E 120.000 MPa. Die Härte liegt im Bereich von 190 bis 200 HV. Die elektrische Leitfähigkeit beträgt 23 MS/m bzw. 40% IACS.
Wachstumsmarkt Kupferbauteile
Bei FKM sieht man in der additiven Fertigung von Kupferbauteilen großes Wachstumspotenzial – vor allem für die schnelle und kostengünstige Herstellung kleiner und mittlerer Serien von thermischen und elektrischen Leitern wie Wärmetauschern, Kühlkörpern und Elektronikbauteilen. Darüber hinaus gehören auch Zylinderköpfe, Motoreneinsätze für Hochleistungsantriebe im Motorsport sowie Bauteile für die Luft- und Raumfahrt zu den bevorzugten Einsatzgebieten des Lasersinterns von Kupfer.
„Da wir die Planung, Konstruktion und Fertigung beherrschen, erweist sich unser SLM-fähiges Kupfer immer wieder als Allzwecklösung für zahlreiche Anwendungsfälle. Grundsätzlich können wir damit sehr komplexe Geometrien mit innenliegenden Hohlräumen und Kanalsystemen in einem Arbeitsgang und in hervorragender Qualität realisieren“, sagt Catarino. (eve)





{kind=link}