Im Forschungsvorhaben „Steigerung der Werkzeugstandzeit und Prozesssicherheit von Gewindewerkzeugen durch die additive Fertigung aus Schnellarbeitsstahl und die effektivere KSS-Versorgung mithilfe von modifizierten Kühlkanälen (AddBo)“ kommt das Fertigungsverfahren Laser Powder Bed Fusion (LPBF) zum Einsatz. Ziel ist eine gegenüber konventionell gebohrten Innenkanälen verbesserte KSS-Versorgung der einzelnen Werkzeugschneiden bei Gewindebohrern und -formern zur Reduktion der Reibung in der Kontaktzone.
Dadurch können die Oberflächengüte und Lehrenhaltigkeit der eingebrachten Gewinde verbessert und die Standzeit der verwendeten Werkzeuge erhöht werden. Da das Einbringen von Gewinden meist in einem fortgeschrittenen Stadium der Fertigungskette stattfindet, ist insbesondere die Prozesssicherheit von hoher ökonomischer und ökologischer Bedeutung, um Ausschuss zu vermeiden.
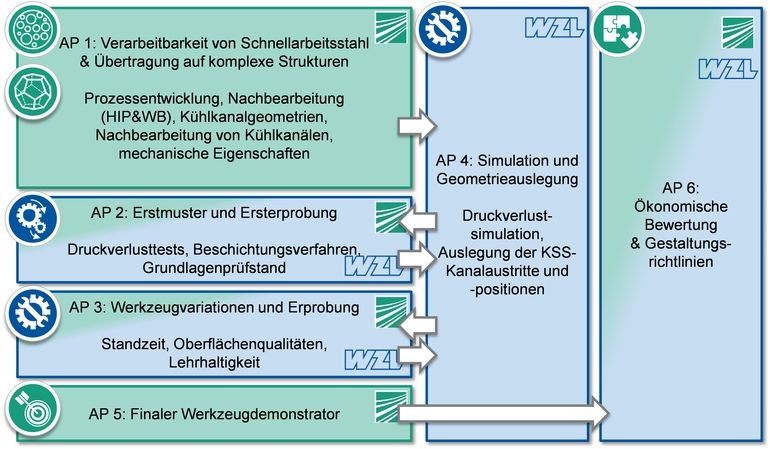
Zur Realisierung dieser Zielsetzung werden die Forschungs- und Entwicklungsarbeiten in sechs Arbeitspunkten durchgeführt (Abbildung 1). Die grün gekennzeichneten Arbeitspunkte werden vom Fraunhofer-Institut für Lasertechnik ILT durchgeführt, während die in blau gekennzeichneten Arbeiten vom Werkzeugmaschinenlabor WZL der RWTH Aachen University erarbeitet werden.
Die Kompetenzen der Forschungseinrichtungen und der insgesamt 15 Mitglieder des projektbegleitenden Ausschusses (PA) ergänzen sich, wodurch die erfolgreiche additive Fertigung von Gewindewerkzeugen aus Schnellarbeitsstahl erreicht wird. Der PA umfasst Firmen aus dem gesamten Produktlebenszyklus für additiv gefertigte Gewindewerkzeuge. Zur Prozesskette gehören die Pulverwerkstoffherstellung, die Verarbeitung an LPBF-Anlagen, die Nachbearbeitung sowie die Werkzeugauslegung und -herstellung. Endanwender der Gewindewerkzeuge sowie LPBF-Dienstleister sind ebenfalls im PA vertreten. Dadurch wird eine praxisnahe Forschung für eine schnelle industrielle Anwendung sichergestellt.
Schnellarbeitsstahl für den LPBF-Prozess
Eine wesentliche Herausforderung zur Nutzung der Vorteile der additiven Fertigung liegt in der Qualifizierung eines für die Herstellung von Gewindewerkzeugen geeigneten Schnellarbeitsstahls im LPBF-Prozess. Neben einer hohen Verschleißbeständigkeit muss der Schneidstoff gleichzeitig ausreichend zäh sein, um die Gefahr eines Sprödbruchs zu reduzieren. Die Verarbeitung eines solchen hochharten Stahlwerkstoffs im LPBF erfordert eine angepasste Prozessführung und Anlagentechnik, die im Rahmen des Vorhabens am Fraunhofer ILT entwickelt wird.
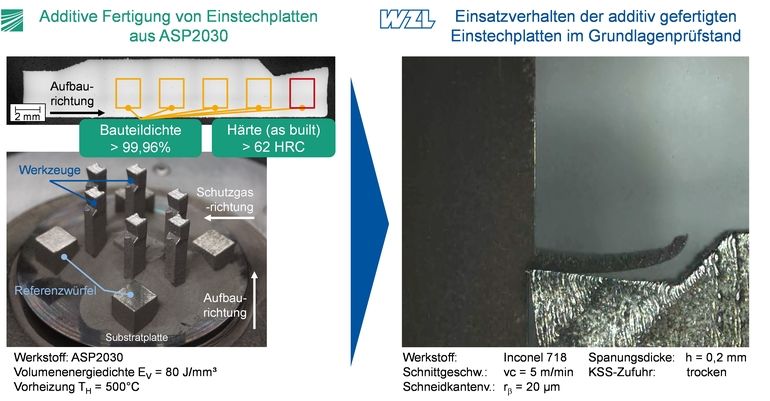
In ersten Vorversuchen konnte ein Schnellarbeitsstahl mit Bauteildichte ≥ 99,5 % rissfrei mit einer mittleren Härte von 62 HRC in Form einer Einstechplatte aufgebaut werden (Abbildung 2 links). Die anschließenden Zerspanversuche am WZL im Orthogonalschnitt bestätigten die generelle Machbarkeit und die Funktion von additiv gefertigtem Schnellarbeitsstahl für die Zerspanung (Abbildung 2 rechts). Es wurde an einer Außenräummaschine mit den additiv gefertigten Schneidplatten die schwer zerspanbare Nickelbasislegierung Inconel 718 bearbeitet. Die Funktionsflächen Freifläche und Spanfläche des Werkzeugs wurden schleifend nachbearbeitet während alle anderen Flächen die additiv gefertigte Oberfläche aufwiesen. Die Bearbeitungsparameter im Trockenschnitt können als hoch angesehen werden, woraus sich schließen lässt, dass der additiv gefertigte Schneidstoff sich ebenfalls für komplexe und hochbelastete Gewindewerkzeuge eignet.
KSS-Versorgung in Gewindewerkzeugen
Am Werkzeugmaschinenlabor WZL wird der Einfluss unterschiedlicher Kanal- und Düsengeometrien und -anordnungen auf die KSS-Versorgung in Gewindewerkzeugen untersucht. Dazu kommen neben der experimentellen Betrachtung auch numerische Simulationsmethoden zum Einsatz, die zu einer Zeit- und Kostenreduktion bei der Werkzeugentwicklung führen sollen. Die entwickelten Werkzeuggeometrien mit angepasster KSS-Zufuhr werden additiv gefertigt, nachbearbeitet und das Einsatzverhalten in zerspantechnologischen Untersuchungen charakterisiert.
Förderhinweis: Das IGF-Vorhaben 21581 N der Forschungsgemeinschaft Werkzeuge und Werkstoffe e.V. (FGW) wird über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Fraunhofer-Institut für Lasertechnik ILT
www.ilt.fraunhofer.de
Werkzeugmaschinenlabor WZL der RWTH Aachen University
www.wzl.rwth-aachen.de





{kind=link}