
Firmen im Artikel
Der 3D-Druck von Metallen hat in den vergangenen Jahren einen regelrechten Boom erlebt. Speziell das pulverbettbasierte Laserstrahlschmelzen, das auch sehr komplexe und filigrane Strukturen ermöglicht, eröffnet immer neue Anwendungen. Die Qualität des Prozesses hängt stark von den richtigen Temperaturen ab. Diese messen die Wissenschaftler am Fraunhofer ILT mit einer Infrarotkamera von Optris.
Autoren: Dipl. Ing. Andreas Theilacker, Applikationsingenieur, Dipl. Ing. Torsten Czech, Head of Marketing, beide Optris
Inhaltsverzeichnis
1. Fraunhofer ILT forscht an Werkstoffen für das LPBF-Verfahren
2. Temperatur als wichtige Messgröße
3. Überwachung der Temperaturen via Infrarotkamera
4. Emissionsgrad verändert sich
5. Einfache Auswertung der Thermografie-Bilder
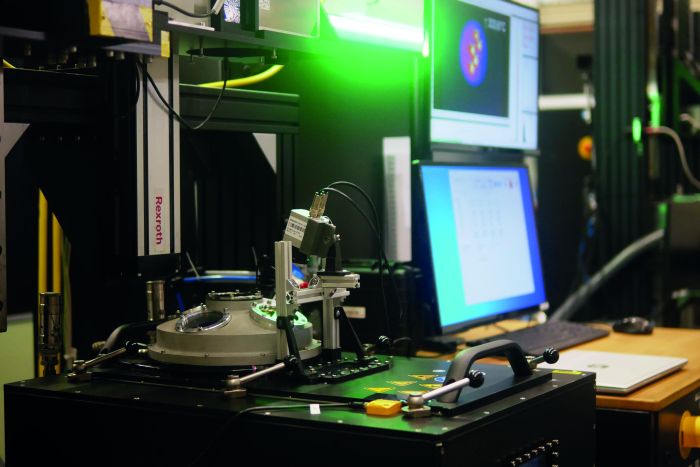
Das pulverbettbasierte Laserstrahlschmelzen oder Laser Powder Bed Fusion (LPBF) ist sehr präzise und ermöglicht es Teile zu fertigen, die mit subtraktiven Methoden überhaupt nicht herstellbar wären. Das Ausgangsmaterial liegt beim LPBF in Pulverform vor, das in einer dünnen Schicht auf eine Grundplatte aufgebracht wird. Ein Laserstrahl schmilzt anschließend die Bereiche des Pulvers, aus denen das Bauteil entstehen soll. Nach dem Erstarren entsteht so eine feste Materialschicht.
In nächsten Schritt wird die Grundplatte abgesenkt und eine weitere Pulverschicht aufgebracht. Der Vorgang wird dann Schicht für Schicht wiederholt, sodass ein dreidimensionales Bauteil entsteht, das nur noch von dem überschüssigen Pulver gereinigt werden muss. Die Schichten sind je nach Anwendungsfall und verwendetem Werkstoff zwischen 10 und 100 µm dick.
Die mit diesem Verfahren gefertigten Bauteile zeichnen sich unter anderem durch eine hohe spezifische Dichte von bis zu 100 % aus, sodass die mechanischen Eigenschaften des Bauteils sich nicht von einem subtraktiv gefertigten Bauteil unterscheiden. Die große Flexibilität, die mit LPBF möglich ist, bringt allerdings auch einen Nachteil mit sich: Die Fertigung ist vergleichsweise langsam. Deswegen wird das Verfahren überwiegend für die Herstellung von Prototypen oder Kleinserien verwendet.
Fraunhofer ILT forscht an Werkstoffen für das LPBF-Verfahren
Am Fraunhofer ILT wird das Verfahren stetig weiterentwickelt. In Zusammenarbeit mit Kooperationspartnern werden zum Beispiel Machbarkeitsstudien durchgeführt. Neben der Fertigung immer komplexerer Geometrien wird auch die Möglichkeit untersucht, weitere Materialien einzusetzen.

Bild: Fraunhofer ILT
„Aktuelle Projekte beschäftigen sich beispielsweise damit, Metalle mit hohem Schmelzpunkt, wie Wolfram oder Molybdän, zu verwenden“, sagt Tim Lantzsch, Abteilungsleiter Laser Powder Bed Fusion am Fraunhofer ILT.
Diese sind allerdings aufgrund des hohen Schmelzpunkts von teilweise über 3.000 °C nur schwierig prozesssicher zu verarbeiten. Um solche und ähnlich Forschungsprojekte durchzuführen, betreibt das Fraunhofer ILT mehrere LPBF-Laboranlagen.
Temperatur als wichtige Messgröße
Temperaturen spielen im gesamten LPBF-Prozess eine entscheidende Rolle. Der Laserstrahl ist in der Lage, das Material extrem schnell zu erwärmen – bis zu 1 Mio. Kelvin pro Sekunde sind dabei möglich. Direkt im Anschluss kühlt das Material dann schnell wieder ab. Dabei besteht die Gefahr, dass es zu Spannungen, Schrumpfungen, Phasenumwandlungen oder anderen physikalischen Effekten kommt, die sich negativ auf die Qualität auswirken. „Rissbildungen oder plastische Verformungen können dann letztendlich zu Ausschuss führen“, nennt Lantzsch typische Probleme.

Bild: Fraunhofer ILT
Um fehlerhafte Bauteile zu vermeiden, wurden am Fraunhofer ILT verschiedene Ansätze entwickelt. „So heizen wir beispielsweise die Grundplatte auf, um die Spannungen durch zu große Temperaturgradienten zu minimieren“, erklärt Andreas Vogelpoth, der im Bereich Process & Systems Engineering in der Abteilung tätig ist.
Wie stark die Grundplatte aufgeheizt wird, hängt unter anderem vom verwendeten Material ab. Die Parameter, die die Temperatur des Bauteils beeinflussen verändern sich allerdings während des Prozesses.
„Der Abstand zur geheizten Grundplatte wird von Schicht zu Schicht immer größer, das Pulverbett ist ein schlechter Wärmeleiter, Abstrahlung spielt eine Rolle und natürlich bringt auch der Laser Wärme ein“, nennt Vogelpoth wichtige Einflüsse auf die Temperatur. Dementsprechend muss die Heizung im Verlauf des Prozesses angepasst werden.
Überwachung der Temperaturen via Infrarotkamera
Um den Prozess optimieren zu können, ist aber eine genaue Überwachung der Temperaturen erforderlich. Zum Einsatz kommt hierfür eine Infrarotkamera vom Typ PI640 von Optris, die Temperaturen bis zu 1.500 °C messen kann.
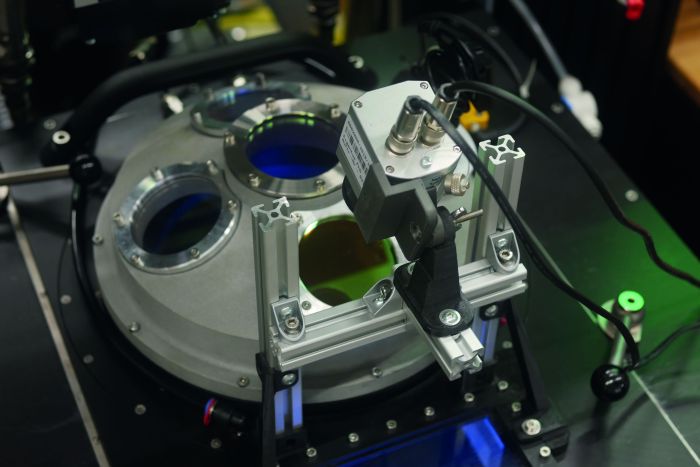
Die Kamera ist außerhalb der Prozesskammer montiert, in die hierfür ein Zinkselenid-Fenster integriert ist. Die Infrarotkamera ist sehr kompakt und lässt sich entsprechend einfach oberhalb des Fensters montieren. Mit einer Auflösung von 640 x 480 Pixel kann sie auch kleinere Strukturen der Bauteile auflösen.

Bild: Optris
Emissionsgrad verändert sich
Eine Herausforderung bei der Temperaturmessung ist der Emissionsgrad der Oberflächen. „Zum Beispiel sind die Emissionsgrade von Pulver und Festkörper des gleichen Metalls verschieden“, weiß Vogelpoth: „Und eine Abhängigkeit von der Oberflächenbeschaffenheit besteht ebenfalls.“
Der Emissionsgrad wurde deswegen in verschiedenen Versuchsreihen ermittelt, bei denen die Temperatur im Pulver bzw. im Festkörper nicht nur mit der Infrarotkamera, sondern gleichzeitig über Thermoelemente gemessen wurde. Bei den Versuchen, die während des Aufbaus eines Bauteils durchgeführt werden, misst die Infrarotkamera dann die Temperatur des Bauteils, nachdem das Schmelzbad wieder erstarrt ist.
Die Steuerung der Anlage triggert die Infrarotkamera dabei über eine digitale Schnittstelle. Dies kann etwa geschehen, kurz nachdem der Laser abgeschaltet wurde und bevor die nächste Pulverschicht aufgetragen wird. Hierdurch können verschiedene Effekte untersucht werden.
Typische Messungen bestimmen etwa das Abkühlverhalten nach dem Umschmelzen oder die Ableitung der Wärme über das Pulverbett. Auf diese Weise kann die Heizung des Bauteils dann so eingestellt werden, dass fehlerhafte Bauteile vermieden werden.
Einfache Auswertung der Thermografie-Bilder
Die PI640 Infrarotkamera ist über eine USB-Schnittstelle an einen PC angeschlossen, auf dem die Analyse-Software PIX Connect installiert ist, die von Optris zusammen mit den Infrarotkameras ausgeliefert wird. Die Software analysiert Thermografie-Bilder in Echtzeit und bietet umfassende Aufnahme- und Auswertungsmöglichkeiten. Und auch eine Archivierung der Aufnahmen ist möglich.
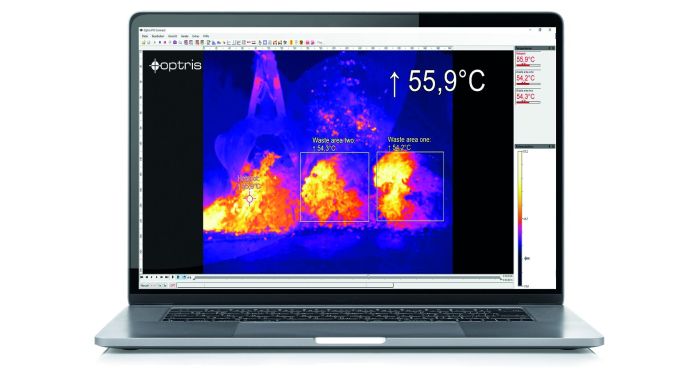
Bild: Optris
„Die Speicherung der Bilder in einem offenen Format ist für uns sehr wichtig“, nennt Vogelpoth einen Vorteil des Systems. Und auch die sehr komfortable Auswertung der Thermografie-Bilder innerhalb von PIX Connect ist für ihn ein wichtiger Aspekt.
Am Fraunhofer ILT kommt die PI640 seit rund fünf Jahren zum Einsatz. Vorher wurden in vielen Fällen nur Pyrometer verwendet, bei denen die Temperatur immer nur an einem Punkt gemessen werden konnte. „Insgesamt ist die Infrarotkamera von Optris für unsere Zwecke sehr gut geeignet“, fasst Lantzsch zusammen: „Sie ist kompakt, dadurch leicht mechanisch zu integrieren und einfach zu bedienen.“ (eve)






{kind=link}