
Die additive Fertigung wird zunehmend für die Herstellung von Endprodukten und nicht mehr nur für Prototypen eingesetzt. Um festzustellen, ob sich Bauteile für den 3D-Druck eignen, müssen viele Faktoren wie Materialien, Volumen, Kosten und Toleranzen berücksichtigt werden. In diesem Whitepaper werden die Auswirkungen der mechanischen Toleranzen des 3D-Drucksystems auf die Gesamttoleranz des Bauteils diskutiert.
Genauigkeit und Präzision
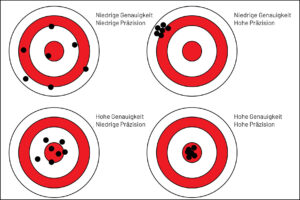
Bevor wir ins Detail gehen, sollten wir kurz auf den Unterschied zwischen Genauigkeit und Präzision eingehen und erläutern, warum beide wichtig sind. Die Genauigkeit bezieht sich auf die Fähigkeit, die gewünschten Abmessungen zu erreichen; zum Beispiel misst eine gedruckte 10-mm-Säule tatsächlich 10 mm. Präzision bezieht sich darauf, wie nahe einzelne Messungen des gleichen Gegenstands beieinander liegen. Anhand der folgenden Grafik erkennt man leicht, dass ein 3D-gedrucktes Teil mit hoher Genauigkeit verbunden mit hoher Präzision das beste Ergebnis ist.
Ob es gelingt, bei der additiven Fertigung eine hohe Genauigkeit verbunden mit hoher Präzision zu erreichen, hängt von mehreren Faktoren ab. Die Auflösung der von Software gelieferten Daten spielt eine Rolle. Das Materialverhalten (Schrumpfung oder Ausdehnung) spielt eine Rolle. Auch die Choreographie des Materialauftrags und die Schichtdicke spielen eine Rolle. Doch letztendlich werden alle diese Faktoren von der Toleranz des tatsächlich verwendeten Drucksystems begrenzt. Wenn die Maschinentoleranzen „weit“ sind, werden enge Abmessungen wohl kaum getroffen. Wenn die Maschinentoleranzen „eng“ sind, kann eine hohe Genauigkeit und Präzision erreicht werden. Zur Veranschaulichung werden wir einige photopolymerbasierte Druckverfahren darstellen und die Grenzen aufzeigen, die von den jeweiligen Maschinentoleranzen vorgegeben werden.
Standard Stereolithografie (SLA)
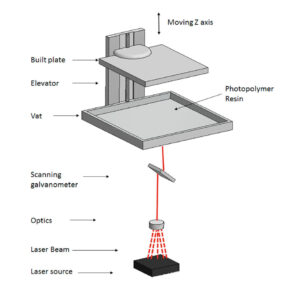
Beim Standard SLA-Verfahren tastet ein Laser die Oberfläche des Harzes ab, um die Schicht zu erzeugen. Der „Tisch“ bewegt sich nicht, nur der Laserpunkt. Um den Laser über die Oberfläche zu führen und das Harz auszuhärten, ist das System auf ein Galvanometersystem angewiesen. Die Maschinentoleranz wird durch die Qualität und Robustheit des Galvanometersystems bestimmt, das den Laser scannt, sowie durch die mechanische Bewegung der Bauplattform oder des Lasers in Z-Höhe. Galvanometer sind in der Regel eine gute Option für den Submillimeterbereich und eignen sich für eine Vielzahl von Anwendungen. Wenn es aber darum geht, eine Präzision und Genauigkeit im einstelligen Mikrometerbereich zu erreichen, genügen diese Systeme nicht. Kombiniert man die Maschinentoleranz von Galvanometern mit den höchstauflösenden SLA-Druckern auf dem Markt, die eine Laserpunktgröße von bis zu 25 μm erreichen, lassen sich in der Regel Maßtoleranzen von +/-100 μm erzielen.
Material Jetting (MJ)
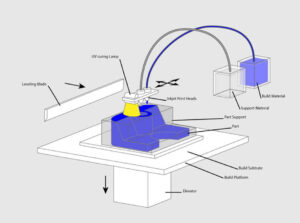
Beim Material Jetting gibt ein Druckkopf Tröpfchen eines lichtempfindlichen Harzes ab, das sich unter UV-Licht verfestigt und das Teil Schicht für Schicht aufbaut. Die bei MJ verwendeten Materialien sind duroplastische Photopolymere (Acrylate), die in flüssiger Form vorliegen. Es werden Querschnitte des Bauteils gedruckt und dann mit einer UV-Lichtquelle ausgehärtet. Eine der Herausforderungen des Verfahrens bildet häufig ein Druckbalken oder Portal, das sich über die Bauoberfläche bewegt. Bei der Hin- und Herbewegung des relativ schweren Teils beeinträchtigen die Beschleunigung und Verzögerung der Masse die Positioniergenauigkeit. In der folgenden Abbildung besteht das Portal-System aus der UV-Härtungslampe und den Tintenstrahl-Druckköpfen. Bei diesen Systemen liegen die Maßtoleranzen in der Regel im Bereich von +/- 300μm.
Digital Light Processing (DLP)
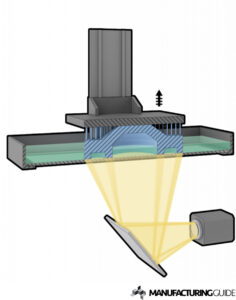
Bei den meisten Standard-DLP-Systemen blendet ein Projektor das Bild des gesamten Querschnitts auf einmal ein, um eine Schicht auszuhärten. Dies bedeutet, dass Auflösung, Genauigkeit und Präzision von der Auflösung des Projektors, den optischen Eigenschaften des Projektionsobjektivs und der mechanische Z-Bewegung bestimmt werden. Die Fähigkeit, enge Toleranzen der Schichtdicke einzuhalten, hängt in hohem Maße von der Konstruktion des Z-Tisches ab. Die zweite Herausforderung besteht darin, eine gleichmäßige Energieverteilung über den gesamten Bauquerschnitt zu erreichen. Sonst erhalten Features an den äußeren Rändern des Bettes weniger Energie als Merkmale in der Mitte des Bettes. Der gesamte Querschnitt des Teils (wie unten im Diagramm dargestellt) wird auf einmal projiziert. Deshalb werden die Toleranzen von der Energiekonstanz des Projektorstrahls beeinflusst.
Projektionsmikro-Stereolithografie (PµSL)
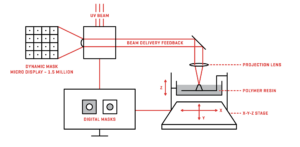
Die Projektions-Mikro-Stereolithografie (PμSL) wurde als Variante des Digital Light Processings (DLP) entwickelt, um gleichzeitig eine hohe Auflösung zu erreichen, welche die Grenzen des Standard-DLP überwindet. PμSL verwendet hochpräzise Optiken, um die Pixelgröße im Projektor je nach System auf 25 μm, 10 μm oder 2 μm zu fokussieren.
Dank dieser kleineren Pixelgröße verringert sich die Aufbaufläche, wodurch die Energie gleichmäßiger über die gesamte Projektionsfläche verteilt wird. Mit einem PμSL-System können entweder größere oder mehrere kleine Teile pro Bauvorgang hergestellt werden, weil die Bauplattform beherrschbar genau indexiert wird.
Wie PµSL ultrahohe Genauigkeit und Präzision erreicht
Nachdem wir nun alle wichtigen Methoden des photopolymerbasierten 3D-Drucks erläutert haben, können wir auf die spezifischen Techniken und Verfahren von PμSL eingehen, mit denen sehr viel präzisere Toleranzen erreicht werden.
Lineare Drehgeber
Die erste zu nennende Technik ist der Einsatz von hochpräzisen Lineartischen mit linearen Messgeräten. Durch diesen Aufbau bietet die mechanischen Bewegung des gesamten Systems bidirektionale Positionswiederholbarkeit, Ebenheit und Geradheit, die Maschinentoleranzen liegen innerhalb von 3 μm. Im Vergleich zu Bewegungen durch Spindel- und Riemenantriebe ohne lineare Messgeräte funktioniert dieser Ansatz viel präziser.
Mechanische Konstruktion und Kalibrierung
Die mechanische Konstruktion des gesamten Systems sowie die Kalibrierung und Einstellung während des Montageprozesses, sorgen ebenfalls dafür, dass das System diese extrem engen Toleranzen einhält.
Während der Montage wird die Ausrichtung von Tischen, optischen Komponenten und optischen Systemen mit entwickelten Protokollen und hochpräzisen Kalibrierungsgeräten sorgfältig gemessen und eingestellt. Die eingebauten Justier- und Positioniermechanismen der Maschine sorgen auch während des Druckvorgangs für eine genaue Ausrichtung und erlauben präzise Anpassungen zwischen den einzelnen Druckvorgängen.
Optisches System
Das optische System wurde so ausgelegt, dass die Projektion weniger als 0,5 px Verzerrung aufweist, was bei den 2 μm-Systemen 1 μm entspricht. Es gewährleistet eine Gleichmäßigkeit der Lichtintensität von über 90 Prozent. Dies ermöglicht eine äußerst präzise und genaue Projektion. So erreicht PµSL eine höhere Auflösung und kleinere Merkmale, als andere Systeme.
Software
Schließlich verwenden Systeme von BMF einen Software-Algorithmus zum Ausgleich von Toleranzüberlagerungen während des Druckvorgangs. Dadurch können mehrere Zonen auf der Druckplattform mit höherer Präzision und Genauigkeit zusammengefügt werden, als bei anderen Methoden, wobei immer noch die besonders kleinen Features erreicht werden, die BMF auszeichnen. Dadurch stellen BMF-Drucker auch größere Teile her, als bisher bei so geringen Pixelgrößen möglich war, ohne die Qualität zu beeinträchtigen.
Weil sie all diese hervorragenden Methoden in einem System kombinieren, erreichen BMF-Drucker hohe Genauigkeit, Präzision und Wiederholbarkeit. Viele der Konstruktionsmethoden dieser Maschinen wurden aus der Halbleiterindustrie übernommen, deren Anlagen ebenfalls sehr geringe Toleranzen ermöglichen.
Schlussbetrachtung
Dieses Whitepaper hat die Bedeutung von Maschinentoleranzen erläutert, die verschiedenen photopolymerbasierten Druckverfahren beleuchtet und dann die Techniken dargestellt, mit denen BMF geringere Maschinentoleranzen erzielt. Diese führen direkt zu einer höheren Maßhaltigkeit und Wiederholungsgenauigkeit von Bauteilen. In der Produktion sind Maßgenauigkeit und Wiederholbarkeit die wichtigsten Kriterien bei der Auswahl einer robusten Fertigungsmethode.
Interview mit John Kawola, CEO, Boston Micro Fabrication (BMF)





{kind=link}