



Eine der Schlüsseltechnologien der Oechsler AG – mit rund 3000 Mitarbeitern ein führendes Unternehmen der Kunststoffindustrie – ist die additive Fertigung. Heute produziert die Oechsler AG an zwei Standorten in Deutschland und China auf rund 150 3D-Druckern im Flüssig- & Pulververfahren diverse Produkte für die Sport- und Lifestylebranche, darunter Schuhsohlen oder Sporthelme.
Neben dem eigentlichen 3D-Druck ist bei Oechsler das mehrstufige Post-Processing ein zentrales Erfolgskriterium für die industrialisierte additive Fertigung. In den vergangenen Jahren hat Oechsler bei der additiven Serienproduktion eine umfassende Expertise in der Nachbearbeitung aufgebaut und ist somit in der Lage, weltweit eine 3D-Druck-Massenproduktion anzubieten.
Flexibilität bis hin zu Losgröße 1
„Unsere 3D-Druckfertigung ist maximal flexibel. Wir können hier praktisch in Losgröße 1 drucken, was wir bei verschiedenen Projekten auch tun, denn die Produkte unterscheiden sich sowohl hinsichtlich der Profile als auch in Bezug auf die Größen“, betont Michael Trottler, Leiter der Automatisierungstechnik bei Oechsler. Während die Druckprozesse bereits hochautomatisiert ablaufen, identifizierte Trottler in der ursprünglich manuellen Nachbearbeitung noch Automatisierungspotenziale.
In diesen Nachbearbeitungsverfahren erhalten die additiv produzierten Teile in verschiedenen Arbeitsschritten – Reinigen und Hitzebehandlung – ihre definierten mechanischen Eigenschaften. Bei diesen zuvor manuell ausgeführten Arbeitsschritten müssen u.a. Druckplattformen, die bis zu 5,5 kg wiegen, gehandhabt werden.
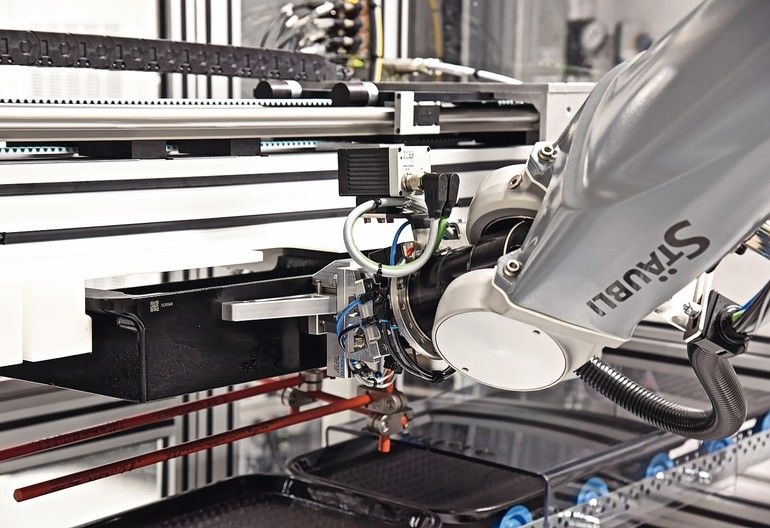
Zur Automatisierung dieser Tätigkeit suchten die Verantwortlichen bei Oechsler nach einer innovativen Automation. Michael Trottler: „Der mobile Roboter Helmo von Stäubli schien für diese Aufgabe perfekt geeignet. Vor allem auch deshalb, weil bei Helmo kein Leichtbauroboter, sondern mit dem Sechsachser TX2–90 ein hochleistungsfähiger Industrieroboter zum Einsatz kommt. Helmo erfüllte damit beste Voraussetzungen für unser erstes Projekt mit Mobilrobotern. Sein Einsatz sollte zu einer signifikanten Entlastung der Mitarbeiter führen.“
Ziel: Entlastung der Mitarbeiter
Heute findet in der additiven Fertigung bei Oechsler nur noch das Entladen der Druckplattformen aus den 3D-Druckern manuell statt. Diese gelangen anschließend zu den Nachbearbeitungsprozessen, in denen jetzt der Mobilroboter integriert ist. Insgesamt konnte der Prozess durch den Einsatz des Helmo Roboters optimiert werden.
Im ersten Nachbearbeitungsschritt werden die im 3D-Druck gefertigten Bauteile gereinigt und für das finale Post-Processing vorbereitet. Die komplette Anlage besteht aus dem Mobilroboter Helmo, einer Reinigungsanlage, an der nicht gebundenes Material abgeschleudert wird, sowie der Ablösestation, auf der die gedruckten Bauteile von der Plattform genommen werden. Alle Handhabungsvorgänge an dieser Station sind jetzt mit einem Helmo voll automatisiert.
Helmo fährt zu Schichtbeginn von seiner Parkposition an seinen Arbeitsplatz, verbindet sich dort über eine Kupplung mit den benötigten Medien und misst sich anschließend über ein Kamerasystem und mit Referenzpunkten an der Anlage selbstständig ein. Diese Kalibrierung, die dem Roboter ein Arbeiten mit einer Genauigkeit von einem Zehntel-Millimeter erlaubt, ist in wenigen Sekunden abgeschlossen.
Pendler zwischen den Anlagen
Was sofort bei dieser Applikation auffällt: Obwohl er ein Mobilroboter ist, wird Helmo während der kompletten Schicht wie ein fest installierter Roboter eingesetzt: Die fahrbare Plattform verändert ihre Position keinen Millimeter. Warum ein Mobilroboter, dessen Mobilität nicht genutzt wird, dennoch Sinn macht, erläutert Michael Trottler: „Im 3D-Druck ist die Flexibilisierung der Produktion einfach alles und deshalb haben wir uns für den Mobilroboter entschieden. Nicht zuletzt mit Blick auf die nahe Zukunft, in der hier weitere Anlagen entstehen sollen und Helmo dann als Pendler zwischen den Anlagen zum Einsatz kommen könnte. Zudem eröffnet uns Helmo durch seine Adaptivität die Möglichkeit, die Flexibilität unseres Post-Processings sicherzustellen, zum Beispiel wenn weitere Prozesse hinzufügt werden.“
Vielversprechendes Pilotprojekt
Bei Oechsler hat man mit dieser Automatisierungslösung Neuland beschritten und die gesetzten Ziele erreicht. Helmo verrichtet seinen Dienst schnell, präzise und zuverlässig. Erwähnt werden sollte aber auch, dass das Projekt nur dank der hohen Kompetenz der Oechsler-Mannschaft im dem hauseigenen Anlagenbau und der professionellen Unterstützung durch Stäubli so reibungslos realisiert werden konnte.
„Man darf die Komplexität eines solchen Pilotprojekts nicht unterschätzen. Es gibt eine Reihe von Themen, angefangen von der Risikobewertung bis hin zur reibungslosen Kommunikation, die einen erhöhten Aufwand mit sich bringen“, so Trottler abschließend. „Wir sind froh, dass wir alle Hürden genommen haben und nicht zuletzt durch die speziellen Schulungen bei Stäubli Know-how aufbauen konnten, das uns bei den nächsten Projekten im Bereich der mobilen Robotik sicherlich sehr zugutekommen wird.“
Stäubli Tec-Systems GmbH Robotics
Theodor-Schmidt-Strasse 19/25
95448 Bayreuth
www.staubli.com/de-de/robotics/
„Im 3D-Druck ist die Flexibilisierung der Produktion alles und deshalb haben wir uns für den Mobilroboter entschieden. Er könnte in naher Zukunft als Pendler zwischen den Anlagen zum Einsatz kommen.“ Michael Trottler, Oechsler
Helmos Aufgaben im Überblick
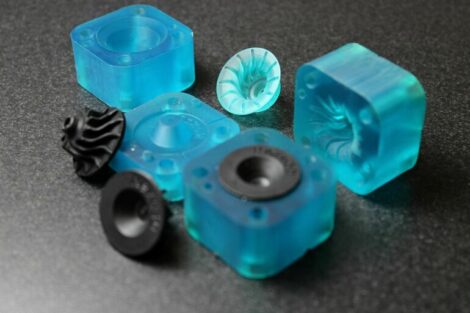
In der Helmo-Anwendung bei Oechsler entstehen 3D-gedruckte Bauteile im Flüssigdruckverfahren. Dabei muss das nicht gebundene Material in einer Reinigungsanlage entfernt werden.
Anschließend entnimmt der Mobilroboter die Bauteile und legt diese auf der Ablösestation ab. Hier werden die 3D-gedruckten Bauteile vollautomatisch von einer Plattform genommen und ausgeschleust. Dann legt Helmo die entleerten Plattformen zur Wiederverwendung bereit.
Der Roboter ist dafür mit einem pneumatischen Zwei-Backen-Greifer ausgestattet, mit dem er das komplette Aufgabenspektrum bewältigen kann. Insbesondere das Einlegen in die Reinigungsanlage erfordert vom mobilen Roboter einen präzisen und ruckfreien Bewegungsablauf, um eine sichere Verriegelung in den Aufnahmen zu erreichen. Auch die federbelastete Verriegelungsmechanik der Aufnahmevorrichtung wird vom Helmo-Roboter mit dessen Greifer betätigt.
Die Steuerung der Ablösevorrichtung kommuniziert mit dem Helmo Controller CS9 von Stäubli. Dabei übernimmt eine intelligente Multikupplung von Stäubli Connectors nicht nur die Medienversorgung von Helmo, sondern auch die Ethernet-basierte Datenübertragung. ↓





{kind=link}