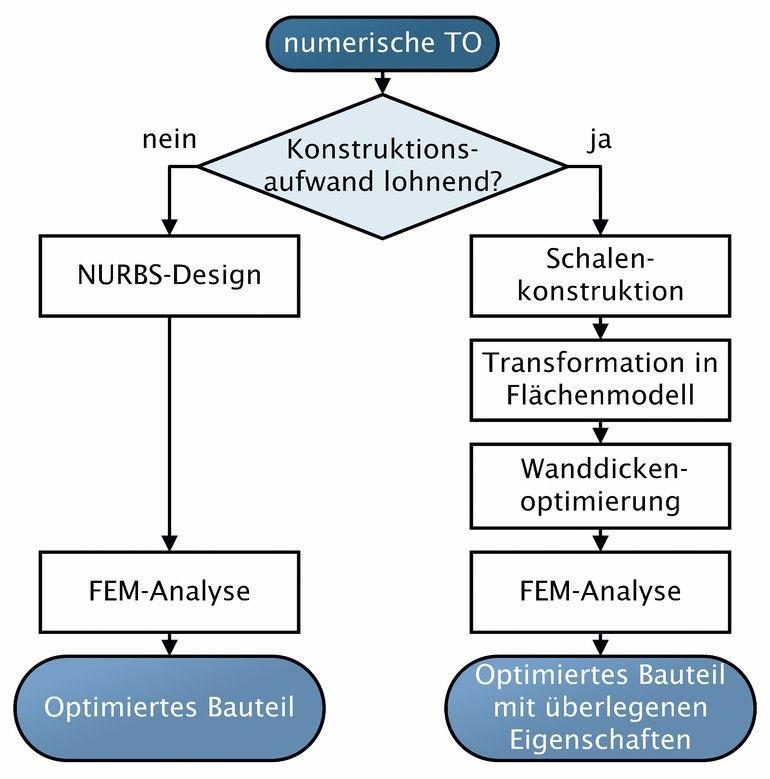

Die entwickelte Vorgehensweise ist in Abb. 1 dargestellt. Zu Beginn wird eine numerische Topologieoptimierung (TO) durchgeführt. Die Resultate numerischer Topologieoptimierungen ähneln häufig komplexen, bionischen Strukturen mit zerklüfteten Oberflächen. Diese werden anschließend in gleichmäßige und glatte Non-Uniform Rational B-Spline–Strukturen (NURBS) umgewandelt. NURBS sind Geometrieelemente, mit denen beliebige Formen erzeugt werden können.
2013 zeigte sich jedoch bei einem von General Electric öffentlich ausgeschriebenen Konstruktionswettbewerb, dass Schalendesigns bessere/vorteilhaftere mechanische Eigenschaften als bionische Strukturen erzielen können [2]. Deshalb liegt es nahe, TO-Resultate in Schalenstrukturen zu überführen, um Bauteile hinsichtlich Gewicht und Herstellungsaufwand weiter zu optimieren. Dazu wird ein Flächenmodell aus den TO-Resultaten abgeleitet. Anschließend werden mit einer zweiten Optimierung die nötigen Wanddicken ermittelt. Bei beiden vorgestellten Vorgehensweisen folgt nach der Konstruktion eine FEM-Strukturanalyse, bei der das Design iterativ evaluiert und im Detail optimiert wird.
Optimierung eines Kragträgers
Die oben beschriebene Herangehensweise wurde an einem Kragträger getestet (Abb. 2a). Dieser ist über vier Anschraubpunkte (Interfaces 1 bis 4) mit einer starren Wand verbunden. Über eine Querkraft in z-Richtung, welche an Interface 5 angreift, wird die Struktur belastet. Als Herstellungsmethode wird selektives Laserschmelzen (SLM) gewählt. Das Resultat der TO ist in Abb. 2b dargestellt. Mittels NURBS-Geometrieelementen wird eine der Topologieoptimierung ähnliche Struktur entwickelt (Abb. 2c). Das Ergebnis ist eine komplexe Rahmenstruktur.
Da das Material näherungsweise flächig in den seitlichen Bereichen verteilt ist, kann eine hohlschalenähnliche Struktur bereits erahnt werden. Deshalb wird ein Flächenmodell abgeleitet und eine Wandstärkenoptimierung durchgeführt. Dabei darf die Wandstärke eine Dicke von 0,7 mm nicht unterschreiten. Dieser Wert ist höher als die in der Literatur gegebenen Minimalwandstärken für SLM und gewährleistet damit die Herstellbarkeit [1]. Zudem wird vermieden, dass sich zu geringe Wanddicken negativ auf die Bauteileigenfrequenzen auswirken, Beuleffekte verstärkt werden oder sich der Einfluss von Oberflächendefekten erhöht. Da die optimierten Wanddicken nahe den Minimaldicken sind, verwendet die Schalenkonstruktion eine konstante Wandstärke von 0,7 mm. Durch Radien werden Verstärkungen zwischen den einzelnen Schalenelementen erzeugt (Abb. 2c).
Bei Gegenüberstellung beider Konstruktionen mittels mechanischer Analyse fällt auf, dass die Schalenstruktur bei gleicher Masse um 15 % weniger verformt wird und 50 % geringere Vergleichsspannungen auftreten. Da sich Schalenelemente in vielen Orientierungen selbst tragen, benötigt die Schalenkonstruktion zudem 75 % weniger Stützvolumen, denn Oberflächen mit einem flacheren Winkel als 45° zur Bauebene müssen bei SLM unterstützt werden [3]. Da Stützstrukturen den Materialaufwand bei der Fertigung, die Bauzeit und darüber hinaus den Nachbearbeitungsaufwand erhöhen, ist die Wirtschaftlichkeit der Schalenkonstruktion höher.
Optimierung eines Radträgers
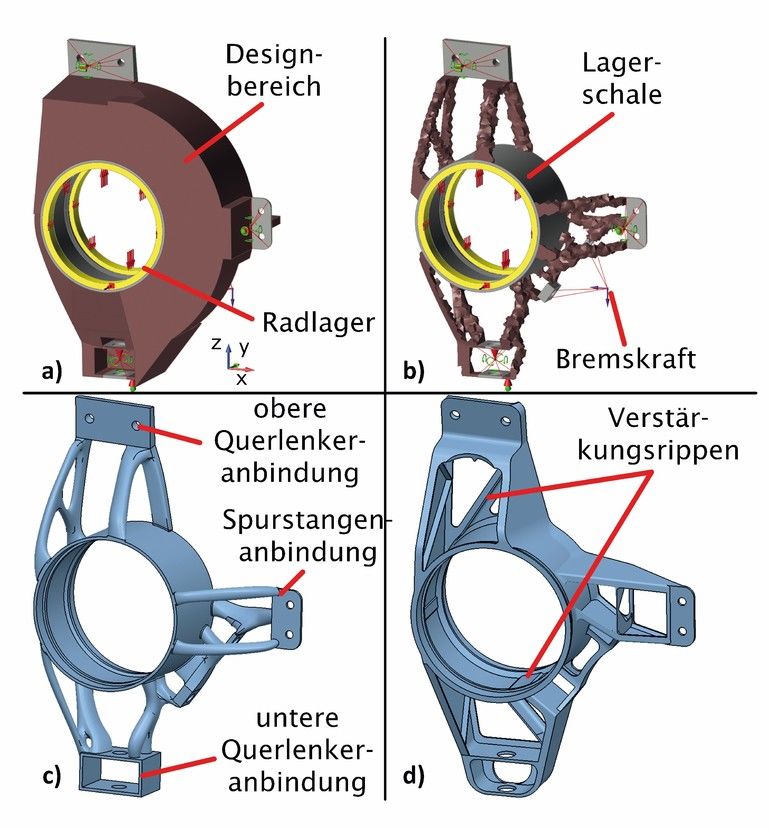
In einem weiteren Beispiel wurde ein Radträger des Formula Student Rennwagens des Dynamics e.V. Regensburg basierend auf dem vorgestellten Schema optimiert. Mithilfe eines kinematischen Modells des Fahrwerks wurde zunächst der zur Verfügung stehende Designbereich ermittelt (Abb. 3a). Die anschließende Optimierung berücksichtigte zwei Lastfälle. Das Ergebnis der TO ist in Abb. 3b dargestellt.
Wie im vorangegangenen Beispiel wurde die Struktur in eine NURBS-Konstruktion transformiert (Abb. 3c). Auch hier wurde untersucht, ob durch eine Schalenkonstruktion das Bauteil hinsichtlich Masse noch weiter optimiert werden kann. Dabei wurde die Spurstangenanbindung für eine bessere Herstellbarkeit überarbeitet. Des Weiteren wurden die flächigen Bleche mit Versteifungsrippen verstärkt.
Werden beide Konstruktionen analysiert und verglichen, wird eine 20 % geringere Masse des Schalendesigns ermittelt. Zudem ist die Schalenkonstruktion in beiden Lastfällen steifer. Bei liegender Fertigung ist zudem 30 % weniger Stützvolumen notwendig.
Fazit
Bei den hier dargestellten Beispielen wird die entwickelte Vorgehensweise zur Bauteiloptimierung erfolgreich angewendet. In beiden Fällen erzielen, durch einen zweistufigen Optimierungsprozess entstandene, Schalendesigns bessere mechanische und wirtschaftliche Eigenschaften als bionische, TO-ähnliche Strukturen. Sollte der Aufwand es zulassen, ist es daher empfehlenswert, Resultate von TO in Schalenkonstruktionen umzuwandeln.
Ostbayerische Technische Hochschule Regensburg OTH Fakultät Maschinenbau
www.oth-regensburg.de
Ostbayerische Technische Hochschule Regensburg
Galgenbergstr. 30
93053 Regensburg
Literatur
[1] Adam, Guido A. O.; Zimmer, Detmar (2015): On design for additive manufacturing: evaluating geometrical limitations, Rapid Prototyping Journal 21 (6), S. 662-670.
[2] GrabCAD, GE jet engine bracket challenge, www.grabcad.com/challenges/ge-jet-engine-bracket-challenge, Aufruf: 18. Januar 2019.
[3] VDI-Richtlinie 3405 Additive Fertigungsverfahren – Blatt 3 – Konstruktionsempfehlungen für die Bauteilfertigung mit Laser-Sintern und Laser-Strahlschmelzen; Dezember 2015.




{kind=link}