
Die Verfahren der additiven Fertigung, beruhen auf der Idee Bauteile herzustellen, indem ein Material aufgebaut oder hinzugefügt wird. Ursprung jedes Bauteils ist ein digitales 3D-Model des Bauteils. Eine Software „zerlegt“ dann dieses Bauteil in Schichten. Der 3D-Drucker baut daraufhin das Bauteil Schicht für Schicht physisch wieder auf. Der ganze Herstellungsprozess besteht im Grunde aus zwei einfachen Schritten. Dem Erzeugen einer Schicht und dem Verbinden der erzeugten Schicht mit der Vorherigen.
Der Autor: Sebastian Ziegener
Inhaltsverzeichnis
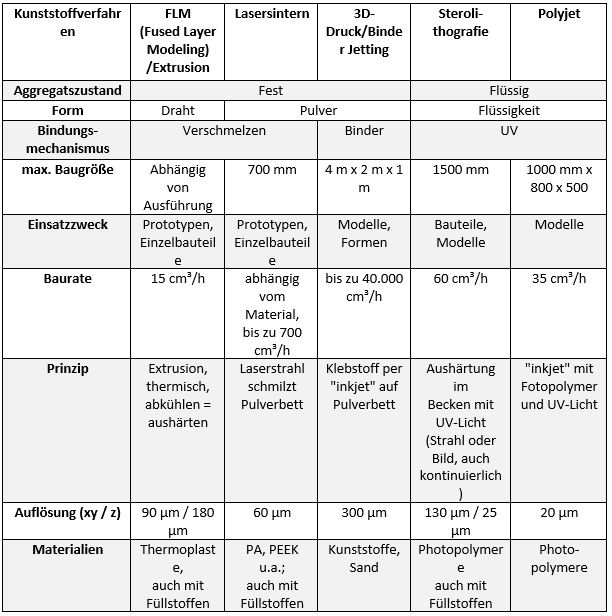
1. Polymerisation und Stereolithografie
2. Lasersintern oder Laserschmelzen
3. FLM (Fused Layer Modeling) und Material Jetting
4. 3D-Druck und Binder Jetting
5. Laminated Object Manufacturing
6. Anwendungen
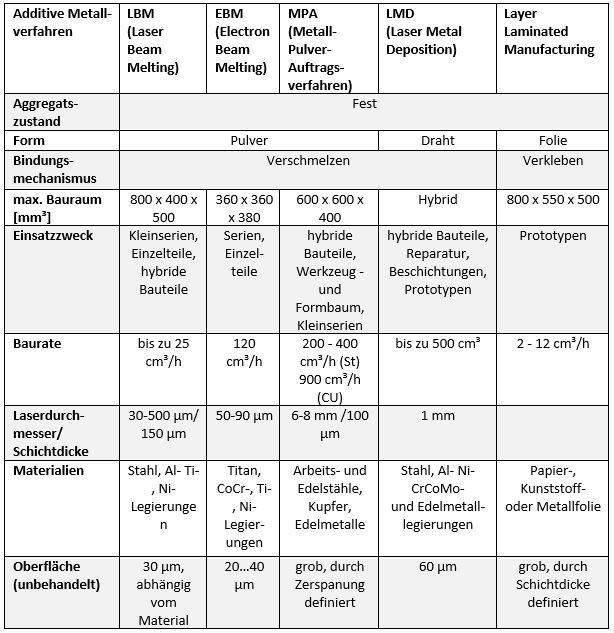
Um die Bauteile aufzubauen unterscheidet man fünf Technologien, welche auf unterschiedlichen physikalischen Vorgängen beruhen – Polymerisation, selektives Schmelzen oder Sintern, Kleben und Schneiden, Fügen durch Binder und dem Expansionsprozess. Das Fertigungsverfahren ist abhängig von der Zielsetzung und dem Material.
Polymerisation und Stereolithografie
Bei der Stereolithografie handelt es sich um ein Verfahren der additiven Fertigung, bei der ein flüssiges Fotopolymer durch einen Laser ausgehärtet wird. Das Fotopolymer befindet sich in einem Becken. Nach dem Aushärten einer Schicht wird die Bauplattform abgesenkt und eine neue Schicht wird ausgehärtet. Der Laser erzeugt die Kontur des Bauteils und verbindet gleichzeitig die neue mit der schon bestehenden Schicht. Der Aufbau erfolgt daher von unten nach oben bis das Bauteil fertig ist. Sollte es die Konstruktion des Bauteils erfordern, sind Stützen auf der Bauplattform erforderlich. Der Laser erzeugt die Kontur in der x-y-Richtung und das Absenken der Bauplattform bestimmt die Schichtdicke in z-Richtung. Heutzutage gibt es auch Varianten mit transparentem Boden, die Aushärtung erfolgt dann von unten. Die Tiefe des Polymerbades ist hierbei keine limitierender Faktor mehr. Wichtig zu beachten bei der Stereolithografie ist die Auftragsrate und die Auflösung. Je höher die Auflösung, desto länger dauert der Druckprozess.
Heutzutage gibt es zahlreiche Verfahren die auf dem Aushärten von monomeren Harzen (Epoxid-, Acryl- oder, Vinylether), mittels UV-Strahlung beruhen wie z.B. die Polymerisation, die 2-Photonen-Polymerisation (2PP), das Thermojet-Drucken (Polymerjetting) und das Digital Light Processing (DLP-Verfahren). Da die Ausmasse des Bauteils vom Fokus des Laser abhängig sind, erzeugen diese Verfahren die detailliertesten Bauteile.
Lasersintern oder Laserschmelzen
Das Lasersintern und Laserschmelzen gehören zu den Pulverbettverfahren. Sie zählen zu den vielseitigsten Verfahren der additiven Fertigung. Anstelle des Lasers lassen sich auch ein Elektronenstrahl oder ein Infrarotheizstrahler verwenden. Der Aufbau ist ähnlich wie bei der Stereolithografie, es gibt einen Bauraum, einen Laser und einen Bauplattform, aber anstelle eines Harzes werden Metall– oder Kunststoffpulver verwendet. Der Laser erzeugt die x-y-Kontur und die Bauplattform ist für die Schichtdicke verantwortlich. Um einen Verzug zu vermeiden und um Oxidation zu verhindern ist der Bauraum in der Regel beheizt und mit Schutzgas gefüllt.
Der Laser schmilzt das Material auf und ist für die Genauigkeit verantwortlich. Wandert er weiter erstarrt das Material und bildet eine feste Schicht. Im nächsten Schritt wird die Bauplattform heruntergefahren und eine neue Pulverschicht wird mittels einer Rolle aufgetragen. Diese Pulverschicht wird wieder durch den Laser aufgeschmolzen. Dies wiederholt sich Schicht für Schicht, bis das Bauteil fertig ist.
Abhängig vom Verfahren, dem Material und den Anforderungen erfolgt die Nachbehandlung. Bei allen Prozessen und Verfahren werden die Bauteile zum Abkühlen vollständig von dem Pulver. Anschließend werden alle Teile gereinigt, inzwischen erfolgt die Reinigung oftmals automatisch. Kunststoffteile werden in der Regel getränkt, um Porosität zu vermeiden und nach Bedarf lackiert.
Grundsätzlich sind sich der Sinter- und Schmelzprozess sehr ähnlich was den Aufbau angeht. Beim Sinterverfahren erfolgt das Schmzelvorgang sehr lokal, beim Laserschmelzen wird das gesamte Material vollständig aufgeschmolzen. Nach der Erstarrung entsteht so ein dichteres Teil mit einem homogeneren Gefüge.
FLM (Fused Layer Modeling) und Material Jetting
Beim FLM handelt es sich um einen Extrusionprozess, welcher auf der Verarbeitung von Filamenten beruht. Dieses Verfahren wird häufig im privaten Bereich genutzt, wir aber auch in der additiven Fertigung verwendet. Die Filamente bestehen aus thermoplastischen Kunststoffen wie ABS, welche durch eine beheizte Düse geführt werden. Die Düsen schmelzen das Filament auf und erzeugen einen Punkt oder eine Schicht. Sind alle Punkte auf einer Arbeitsschicht aufgetragen wird die nächste Schicht erzeugt, sollte es die Konstruktion erfordern, sind auch hier Stützkonstruktionen erforderlich. Anders als bei der Polymerisation oder den Laserverfahren, wird keine Bauplattform verwendet, sondern die Düse bewegt sich von unten nach oben.
Als Material werden fast ausschließlich Kunststoffe genutzt. Die verwendete Farbe ist abhängig von dem Filament und kann während des Druckprozesses nicht gewechselt werden, es gibt auch transparente oder fluoreszierende Farbvarianten. Jedoch gibt es inzwischen 3D-Drucker, welche mit mehreren Düsen oder Druckköpfen ausgestattet sind. Auf diese Weise lassen sich mehrfarbige und mehrkomponentig Teile herstellen.
Die Oberflächen der FLM-Teile weisen eine stufenförmige Struktur auf. Dies ist auf den schichtweisen Aufbau während des Bauprozesses zurückzuführen und darauf, dass sich die Schichten weniger stark miteinander verbinden. Dies führt zu stark anisotropen Verhalten. Die Ausrichtung der Teile hat daher bei den Extrusionsprozessen eine entscheidende Bedeutung für den späteren Gebrauch.
Beim Material Jetting handelt es sich ebenfalls um einen Extrusionprozess mit dem feine Strukturen druckbar sind. Flüssiges Polymer wird über einen Druckkopf auf eine Plattform gedruckt. Die Schicht wird durch UV-Strahlung polymerisiert oder durch Abkühlung ausgehärtet. Für aufwendigere Bauteile wird eine Stützstruktur benötigt, welche einen niedrigen Schmelzpunkt hat, oder wasserlöslich ist. Im Gegensatz zum FLM wird das Polymer vollständig aufgeschmolzen
3D-Druck und Binder Jetting
In den frühen 90er Jahren wurde am MIT ein Verfahren Namens „Drop on Powder Process“ entwickelt. Vermarktet wurde dieses Verfahren unter „3D-Printing“, daraus entwickelte sich der Sammelbegriff für alle Verfahren der additiven Fertigung. In den VDI-Richtlinien 3405 wird das „3D-Drucken“ beschrieben.
Der VDI-konforme 3D-Drucker besteht aus drei wesentlichen Bauteilen, einem Behälter, welcher das Pulver horizontal gleichmäßig verteilt, einer vertikal beweglichen Bauplattform und einem Tintenstrahldruckopf welcher das Bindematerial ausgibt.
Im ersten Schritt wird vor der Schichtverfestigung eine Pulverschicht abgeschieden, indem der Pulverbehälter horizontal über die Bauplattform bewegt wird. Im zweiten Schritt gibt der Tintenstrahldruckkopf eine Flüssigkeit ab, die die Partikel verbindet oder miteinander verschmilzt und so eine feste Schicht bildet. Für den dritten Schritt bewegt sich die Bauplattform um eine Schichtdicke nach unten, um das Drucken der nächsten Schicht zu ermöglichen. Restliche Pulverpartikel verbleiben auf der Bauplattform und dienen als Stütze während des Druckes. Nach Abschluss kann das verbliebene Pulver zurückgewonnen und wiederverwendet werden. Der fertige Grünkörper kann mit Druckluft von anhaftendem Pulverresten gereinigt und anschließend durch Sintern bzw. Harzinfiltration nachbearbeitet werden.
Da herkömmliche Tintenstrahldruckköpfe ohne weitere Modifikationen eingesetzt werden, sind die Anschaffungs- und Wartungskosten im Vergleich zu SLS etwas geringer. Eine Vielzahl günstiger Pulver, einschließlich Stärke und Gips, die mit wässrigen Tinten zusammengebunden sind, können durch 3D-Druck verarbeitet werden, aber den Bauteilen fehlt tendenziell die Präzision von durch SLA- oder SLS-Verfahren hergestellten Teilen. Selbst nach der Nachbearbeitung durch Harzinfiltration oder Sintern erfüllen sie die mechanischen Eigenschaften und die Oberflächengüte häufig nicht, die für Anforderungen vieler AM-Anwendungen wie Werkzeuge, Prototyping, oder Serienfertigungen benötigt werden.
3D-Druck bietet jedoch einen grundlegenden Vorteil. Durch die Anwendung von „Drop-on-Demand“ mit verschiedenfarbigen Tinten können 3DP-Objekte mit mehreren Farben in einzelnen Ebenen erstellen. Mehrfarbige 3D-Druckmaschinen mit herkömmlichen wässrigen Druckfarben sind im Allgemeinen kostengünstiger als AM-Instrumente mit Materialstrahl und daher beliebt für die Herstellung mehrfarbiger 3D-Modelle zur 3D-Visualisierung, Planung und Konzeptmodellierung in Architektur und Medizin. Obwohl dies bei Polymeren im Allgemeinen nicht der Fall war, wird 3D-Druck mit Keramik und Metallen verwendet, um Werkzeuge für den Spritzguss und Präzisionsguss und sogar in der Serienfertigung zu konstruieren.
Laminated Object Manufacturing
Bei dem Laminate Object Manufacturing (LOM) werden dünne Folien aus synthetischen Polymeren, Papier oder Alufolien nacheinander laminiert, geschnitten und Schicht für Schicht zusammengefügt, um ein Objekt zu bilden. LOM ist somit ein Hybridprozess, der AM mit subtraktiver Verarbeitung kombiniert. Im Vergleich zu anderen Verfahren der additiven Fertigung ermöglicht LOM die Herstellung größerer Teile zu geringeren Kosten in Verbindung mit einer vergleichsweise höherer Auftragsrate. Das Baumaterial wird während des Laminierungsprozesses an Ort und Stelle gehalten, daher sind keine temporären Stützstrukturen erforderlich. Ähnlich wie bei anderen AM-Verfahren müssen LOM-gefertigte Teile möglicherweise nachbearbeitet werden, um die Oberflächenqualität und die Maßgenauigkeit zu verbessern. Aktuelle kommerzielle LOM-Anlagen bieten eine Genauigkeit von 0,2 mm in x-y-Richtung und 0,3 mm in z-Richtung. Dies ist zwar nicht so gut wie SLA, das LOM-Verfahren ist aber wesentlich umweltfreundlicher.
Im ersten Schritt des LOM-Prozesses werden adhäsive Materialbahnen mit Walzen der Bauplattform zugeführt und mit einer beheizten Walze laminiert. Im zweiten Schritt wird eine zweidimensionalen Kontur nach der 3D-CAD-Datei geschnitten. Das Schneiden kann mit einem Laser oder Messern erfolgen, die an einem Druckkopf befestigt sind. Um das Lösen des Bauteils nach dem Bauen zu erleichtern, wird die überstehende Folie in rechteckige Flächen geschnitten. Der konturierte Bereich wird am Bauobjekt befestigt und dann vom Blatt weg abgesenkt. Frisches Material wird von Walzen geliefert und der Vorgang wiederholt sich.





{kind=link}