



„Wir sind am Standort Besigheim auf individuelle Werkzeuglösungen für die Serienfertigung spezialisiert und da passt die additive Fertigung perfekt ins Bild“, sagt Andy Staiger, Head of Segment Automotive, Cutting Tools in der Ceratizit Group. Mit diesem Anforderungsprofil ist der Standort natürlich stark Automotive-lastig. „Wir fokussieren uns allerdings längst nicht mehr nur auf das Automotive-Segment“, erklärt Staiger. „Unsere Kunden kommen immer mehr auch aus dem Bereich Aerospace oder etwa aus der Schwerindustrie.“
Aber auch die Automotive-Branche selbst ist stark im Umbruch: „Wir erleben gerade einen dramatischen Wandel“, so Staiger. „Grundsätzlich werden wir es in Zukunft mit einer noch größeren Modellvarianz und mit geringeren Stückzahlen zu tun bekommen.“ Als Folge davon werden regelmäßig neue Bauteile zu bearbeiten sein. Dabei stechen schon heute die oftmals für die E-Mobilität in Leichtbauweise konstruierten Bauteile durch ihre engen Toleranzen heraus. „Die Kombination aus exakter Bearbeitung gepaart mit einem geringen Bauteilgewicht ist besonders herausfordernd. Denn aufgrund der geringen Wandstärken neigen die Leichtbauteile oftmals zum Schwingen“, erklärt Staiger.
Zusätzlich zu den bearbeitungstechnischen Herausforderungen werden die Produktlebenszyklen auch immer kürzer, sodass neue Modellreihen in immer kürzeren Abständen präsentiert werden.
Baukasten an Werkzeuglösungen
Der Präzisionswerkzeughersteller hat auf diese Trends bereits reagiert. So werden einige Sonderwerkzeuge heute schon nicht mehr komplett neu konstruiert, sondern die Konstrukteure können hier auf einen Baukasten an Lösungen zurückgreifen. „Schlussendlich passen wir alle Sonderwerkzeuglösung immer speziell an die kundenindividuellen Anforderungen an. Mit dem Baukastensystem können wir das Grundgerüst des Werkzeugs allerdings viel schneller bestimmen“, sagt Patrick Schreiber, Head of Global Project Engineering, Cutting Tools in der Ceratizit Group. Damit hat der Kunde sein Werkzeug viel schneller zur Verfügung.
Die Vorteile der additiven Fertigung – wie eine sehr hohe Designfreiheit, das einfachere Implementieren von Leichtbaustrukturen und die schnellere Produktion von individualisierten Bauteilen – passen demnach optimal in das Konzept der modularen Werkzeuge. „Mit der additiven Fertigung können wir zum Beispiel auf bestehende Grundhalter individuelle Werkzeugaufsätze aufdrucken“, sagt Staiger. Die additive Fertigung kommt aber immer nur dann zum Einsatz, wenn das gedruckte Werkzeug auch einen echten Mehrwert für den Kunden bietet.
„Wir sind von der Qualität der gedruckten Werkzeuge restlos überzeugt. Sie stehen konventionell gefertigten Werkzeugen etwa bei der Standzeit in nichts nach“, betont Staiger. Bei der Leistung, genauer bei der Schnittgeschwindigkeit und dem möglichen Vorschub, spielen die additiv gefertigten Werkzeuge dann ihre Vorteile aus. Unterstützt wird das höhere Leistungsvermögen der Werkzeuge oftmals durch einen optimierten Kühlmittelfluss direkt an die Schneide. Hierfür werden die Kühlmittelkanäle beinahe völlig frei im Werkzeug positioniert. Neben der Standzeit kann so auch der Späneabfluss positiv beeinflusst werden.
Eigene additive Fertigungsanlage
Die Werkzeugexperten von Ceratizit setzen bei der additiven Fertigung auf das Knowhow und die Anlagen von Renishaw. „Am Anfang haben wir unsere Komponenten direkt bei Renishaw drucken lassen“, erklärt Staiger. „Mit der Zeit wollten wir aber, um noch flexibeler reagieren zu können, eine eigene additive Fertigungsanlage haben.“ Angeschafft wurde daraufhin eine RenAM 500Q. Für die Renishaw-Anlage sprachen dabei gleich mehrere Aspekte: Besonders überzeugt haben die Werkzeugexperten die sehr große Produktivität der Multilaseranlage, die hohe Funktionsintegration in der Maschine und nicht zuletzt der geringe Gasverbrauch.
Die RenAM 500Q ist mit vier leistungsstarken 500-W-Lasern ausgestattet. Zudem punktet die Anlage mit ihrem eigens von Renishaw entwickelten Optiksystem. „Die Laserstrahlen werden über vier separate Kanäle in das Optiksystem geführt und auf die Bauplattform gelenkt. Jeder der vier Laserstrahlen kann jeden beliebigen Punkt auf der Bauplattform erreichen und erlaubt so mehr Freiheiten bei der Schmelzstrategie“, erklärt Lars Markus, Leiter Anwendungstechnik und Service Additive Manufacturing bei Renishaw.
Weiterhin verfügt die Anlage über ein integriertes Pulverhandling. „Das überschüssige Pulver wird mit einem Ultraschallsieb gereinigt und steht danach im Hauptbehälter wieder zur Verfügung“, sagt Markus.
Ebenfalls zum Renishaw-Angebot gehört die Software QuantAM, ein spezielles Softwaretool zur Dateivorbereitung für alle Renishaw-Additive-Manufacturing-Systeme. Die Software verarbeitet CAD-Daten diverser Formate und ermöglicht es dem Anwender, sein Modell für den AM-Prozess vorzubereiten. QuantAM kann auch als unterstützendes Tool für den Prozess des Design for Additive Manufacturing (DfAM) genutzt werden.
Durch die räumliche Nähe waren auch der Service und die Unterstützung immer optimal. „Wir haben für unsere Anlagen feste Service-Intervalle hinterlegt“, sagt Markus. „Unsere Anlagen werden so zum einen regelmäßig kalibriert und zum anderen können wir die Anlagen auch vorausschauend warten. Damit bleiben die Produktivität und die Qualität immer auf einem konstant hohen Level.“
3D-gedruckte Aufbohrwerkzeuge
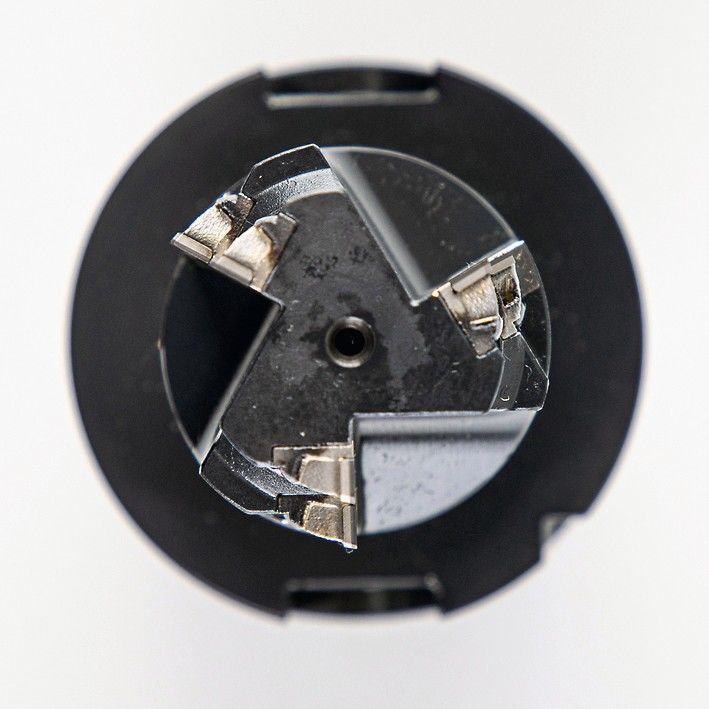
Eines der ersten marktreifen Projekte bei Ceratizit war ein PKD-Einschraubfräser, dessen additiv generierter Grundkörper mit PKD-Schneiden bestückt und auf einen Werkzeughalter aufgeschraubt wird. Das additive Verfahren ermöglichte es wie gewünscht, durch eine veränderte Anordnung der Schneiden und wesentlich größere Achswinkel deutlich mehr PKD-Schneiden auf dem Werkzeug unterzubringen. Bei einem 32-mm-Einschraubkopf beispielsweise wurde die Zahl der Nuten und Schneiden von sechs auf zehn gesteigert. Entsprechend ermöglicht das Werkzeug einen in diesem Verhältnis erhöhten Vorschub.
Neben derartigen Highend-Werkzeug-Lösungen setzen die Werkzeugexperten die additive Fertigung allerdings auch für unscheinbareren Lösungen ein. So kommt der 3D-Druck neuerdings auch bei Aufbohrwerkzeugen mit PKD-Schneiden zum Einsatz. „Konventionell fräsen wir die Taschen für die PKD-Schneiden in einen Stahl-Grundkörper ein“, erklärt Staiger. „Das PKD-Blank wird dann dort eingelötet und später mit einem Laser präzisionsbearbeitet.“ Beim Wiederaufbereiten der Werkzeuge haben sich daraus aber Schwierigkeiten ergeben. Denn die eingelöteten PKD-Schneiden mussten thermisch wieder entfernt werden und aufgrund des Wärmeeintrags in den Grundkörper wird die Lebensdauer der Werkzeuge dabei jedes Mal reduziert.
Mithilfe des 3D-Drucks werden nun Kassetten für die PKD-Schneiden gedruckt, die mit einer Schraube an dem Grundkörper fixiert werden können. Die Werkzeuge können mit dieser Lösung nun viel einfacher und schneller wiederaufbereitet werden und der Grundkörper bleibt dabei völlig unbeeinflusst. Die 3D-gedruckte Lösung bietet zudem die Möglichkeit, die Kühlmittelversorgung optimal zu positionieren, sodass die Späne nun auch effizient aus der Bohrung gespült werden können. „Wir können rund 200 Kassetten in einem Baujob drucken“, erklärt Markus. „Dadurch ist der 3D-Druck in diesem Fall auch kein wesentlicher Kostenfaktor.“
Innovationsgeist ist gefordert
„Aus unserer Sicht zeigen die zwei Beispiele, wohin die Reise gehen könnte“, resümiert Staiger. „Zum einen können wir Highend-Lösungen anbieten, mit denen wir die physikalischen Grenzen der Zerspanung verschieben können. Zum anderen sind es die kleinen Lösungen, mit denen wir die Produktivität unserer Werkzeuge mit cleveren Ideen verbessern können.“
Manchmal fehle es bislang aber noch an dem Innovationsgeist, um sich auch auf die Highend-Lösungen einzulassen: „In der Zerspanung dominiert oftmals noch das konventionelle Vorgehen. Dem additiven Denken wird leider noch zu wenig Aufmerksamkeit geschenkt“, fasst Andy Staiger seine Erfahrungen zusammen.
Ceratizit Deutschland GmbH
www.ceratizit.com
Renishaw GmbH
www.renishaw.de
Highend-Werkzeuglösungen
Dass die Werkzeugexperten mit der additiven Fertigung auch sehr anspruchsvolle Bearbeitungssituationen meistern können, haben sie unlängst bei einem Projekt mit dem GreenTeam der Universität Stuttgart bewiesen. Das GreenTeam ist ein Rennteam in der Formula Student Electric. Das Besondere daran ist, dass für jede Rennsaison ein komplett neuer Rennwagen konstruiert werden muss. Hierfür können die Studenten bei schwierigen Bauteilen auf das Wissen verschiedener Unternehmen (Sponsoren) zurückgreifen. Sowohl Renishaw als auch Ceratizit unterstützen das GreenTeam auf diese Weise schon seit Jahren.
Als Top-Team der Formula Student Electric setzen die Studenten dabei oft auf innovative Lösungen. So auch im Antriebsstrang. Hier wurden die Radnabenmotoren direkt in den Achsträgern integriert. „Die gesamte Konstruktion war schließlich so komplex, dass nur eine Fertigung mittels 3D-Druck infrage kam“, beschreibt Lars Markus die Situation. „Schließlich konnten wir es aber bei uns in Pliezhausen erfolgreich im 3D-Druck herstellen.“
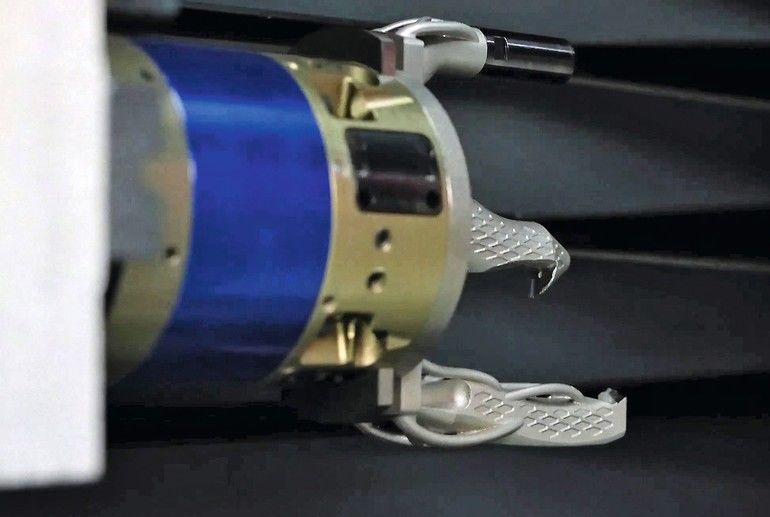
Die Bearbeitung des gedruckten Gehäuses stellte sich anschließend als ebenso anspruchsvoll heraus. Denn das topologieoptimierte Bauteil weist sehr filigrane Strukturen auf. „Mit dem 3D-Druck konnten wir aber auch dafür eine Lösung finden“, freut sich Patrick Schreiber. „Wir haben aus Werkzeugstahl ein Aufsatz-Werkzeug für eine mechatronische U-Achse 3D-gedruckt.“ Für die Auslegung des Werkzeugs haben die Experten im Project Engineering mit einer Finite-Elemente-Analyse das optimale Werkzeugdesign bestimmt. Das daraus entstandene Werkzeug, welches die Innen- wie auch die Außenbearbeitung in einem Arbeitsgang erledigt, ist so weit weg von einer Standardlösung, dass auch hier eine konventionelle Fertigung gar nicht mehr infrage gekommen wäre.
Die Bearbeitungsergebnisse haben die theoretische Auslegung gleich beim ersten Anlauf perfekt wiedergegeben. „An diesem Beispiel wird deutlich, was wir mit unseren Engineeringleistungen alles umsetzen können“, betont Schreiber. „Der Mehraufwand in der Konstruktion wird mit der Leistungsfähigkeit unserer Sonderwerkzeuge mehr als aufgefangen. Denn diese liefern oftmals beim ersten Versuch schon ein optimales Bearbeitungsergebnis.“






{kind=link}